 |
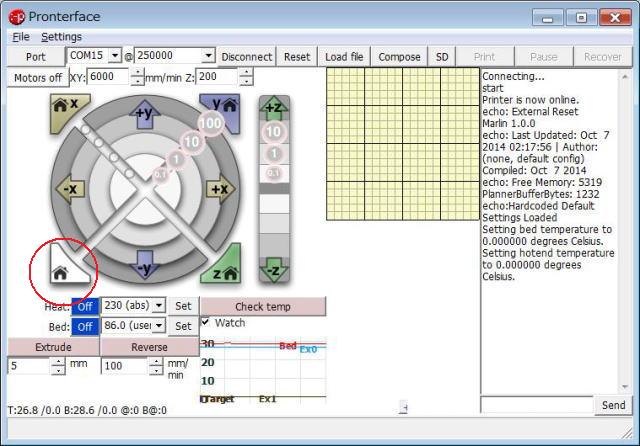
Z軸の動作確認 全Homeボタン(左下の家だけのボタン)をクリックしてください。 XとYのHome動作後、ノズルがベッドの中央(X軸+100mm、Y軸+100mm)へ移動し、サーボモーターが動いてマイクロスイッチが下に向きノズルが降下します。 マイクロスイッチが動作すると停止します。 続いてZ軸の上下の動作を確認してください。 +z,-zのボタン群はZをプラス方向またはマイナス方向に動かすボタンです。 +z,-zにはボタンが3個づつあります。 0.1をクリックすると0.1mm動きます。 1をクリックすると1mm動きます。 10をクリックすると10mm動きます。 これら6個のボタンをひとつづつ操作して3Dプリンターが正常に動作するか確認してください。 Zのプラス方向とはプリントヘッドの上昇を示しています。 Zのマイナス方向とはプリントヘッドの下降を示しています。 |
| 全軸Home 動画 | |
| #define SERVO_ENDSTOPS {-1, -1, 0} // Servo index for X, Y, Z. Disable with -1 #define SERVO_ENDSTOP_ANGLES {0,0, 0,0, 12,102} // X,Y,Z Axis Extend and Retract angles |
サーボモーターの角度の調整 個体差が有るので微調整が必要です。 ここからはファームウエアの一部修正作業となります。 「Pronterface」の「Disconnect」をクリックしてPronterfaceと3Dプリンターを切り離してください。 これからファームウエア書き換えを実施します。 ファームウエア書き換え手順は「動作テスト・調整マニュアル」のトップページに戻って「ファームウエア書き込み」をご参照願います。 Arduino開発環境で「Configuration.h」を選択してください。 左の部分がサーボモーターの角度を定義している部分です。 「#define SERVO_ENDSTOP_ANGLES」の行を見てください。 12はマイクロスイッチが下がっている時の角度です。数字を小さくするともっと下(または奥)へ移動します。 サーボモーターがHKSCM12-5(オレンジ色)の場合、12のままでは動作しません。25以上に設定してください。 102はマイクロスイッチが上がっている時の角度です。下がっている時の角度に90を加えてください。下がっている時の角度を25にした場合は115に設定してください。 この数値を調整してマイクロスイッチが真横と真下を向くように調整します。 調整しきれない場合はマイクロスイッチの取付角度を調整してください。 |
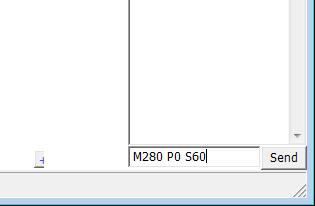 |
左のように「M280」コマンドを送信するとサーボーモーターを単独で操作できます。 P0はサーボモーターの番号を示しています。 S60は角度を表しています。 60の数字を変えると角度が変わります。 |
| #define X_PROBE_OFFSET_FROM_EXTRUDER 26 #define Y_PROBE_OFFSET_FROM_EXTRUDER -12 #define Z_PROBE_OFFSET_FROM_EXTRUDER -7.4 //プラス方向でノズル上昇 |
プリントノズルの高さの調整 同じく「Configuration.h」の修正です。 左の部分はノズルに対するマイクロスイッチのオフセット量を定義しています。 印刷開始時のノズルの高さが最適な高さになるよう-7.4の部分を微調整してください。 ノズル先端の最適な高さはベッドから0.3mm程上です。 例えば-6.4に設定するとノズルの印刷開始時の位置が1mm上に移動します。 「Configuration.h」の修正が終わったらファイルを保存してマイコンボードに書き込んでください。 印刷を実施して動作確認をしてください。 望ましい動きになるよう動作確認と数値の微調整を繰り返してください。 |
| // #define PROBE_SERVO_DEACTIVATION_DELAY 300 | サーボモーターの振動対策 オートベッドレベリングが動作する時サーボモーターが動作しますがオートベッドレベリングが終了した後もサーボモーターが振動するという問題があります。
原因はサーボモーターを常に動作させているためです。
連続動作による過熱によってサーボモーターが故障したりモーターの頻繁な正逆転で発生するノイズによってCPUにリセットがかかってしまう場合があります。
この問題の解決策です。
左の行を有効にしてください。
先頭に着いている「//」を削除すると有効になります。
|
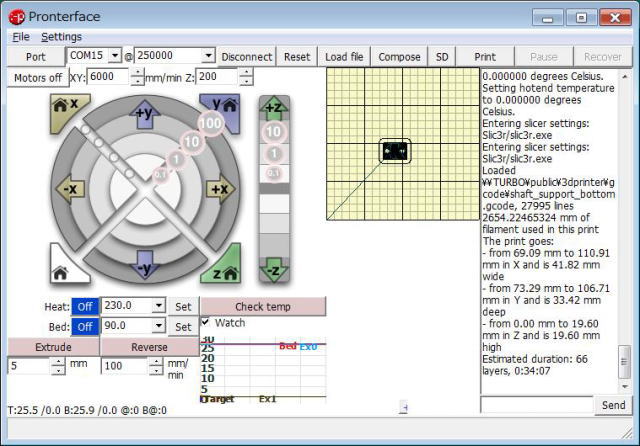 |
ダウンロードページからsample1のG-codeファイルをダウンロードし展開してください。 Pronterfaceの「File」をクリックしてsample1のG-codeファイルを読み込んでください。 Heat:にホットエンドノズルの温度を設定して「Set」をクリックしてください。 ABSの場合のノズルの温度・・・230℃ Bed:にヒートベッドの温度を設定して「Set」をクリックしてください。 ABSの場合のベッドの温度・・・110℃ 「Print」をクリックしてください。 ヒートベッドの温度が設定値に達するとヒートベッドが原点に移動します。 ホットエンドが設定値に達すると印刷が始まります。 [ご注意] sample1のG-codeファイルはABS用です。 設定温度が違いますのでPLAフィラメントには使えません。 PLAの場合ノズルの温度・・・185℃ PLAの場合のベッド温度・・・60℃ どうしてもPLAでテストしたい場合はご面倒ですがメールでお問い合わせ願います。 |
 |
印刷物の周囲に線が1周引かれます。 周囲の線が引き終わりましたら「Pause」をクリックして印刷を停止してください。 線の太さを観察してください。 線の太さが約1mmになるのが良いです。 |
 |
ノズルとベッドが近過ぎる場合は左の写真のように線が太くなります。 特にノズルがベッドに接触している場合は樹脂が出る隙間がなく線が引かれません。 このようになった場合はノズルの原点高さを上げる必要があります。 プリントノズルの高さ調整を再度実施してください。 |
 |
ノズルとベッドが遠いと左の写真のように線が蛇行します。 このようになった場合はノズルの原点高さを下げる必要があります。 プリントノズルの高さ調整を再度実施してください。 |
 |
プリントヘッドの高さ調整が完了しましたら最後まで印刷してみてください。 左のように印刷ができるはずです。 |
 |
オートベッドレベリングの動作確認 Pronterfaceの画面右下の枠に「G29」を入力して「Send」をクリックしてください。 プローブ(マイクロスイッチ)がベッドの4角に移動して各点の印刷面の高さが計測されます。 |
| オートベッドレベリング 動画 |
前のページへ戻る
次へ行く
動作テスト・調整マニュアルのトップページへ戻る