 |
オートベッドレベリングの動作確認 再度全Homeボタン)をクリックしてエフェクターを最上部に移動してください。 Pronterfaceの画面右下の枠に「G29」を入力して「Send」をクリックしてください。 下記の動画のように動きます。 「G29」はオートベッドレベリングを実行させるコマンドです。(全軸Homeの後で操作可能です。) |
| オートベッドレベリング(動画) 左の動画は更新前の旧ファームウエアの動画です。 更新後の新ファームウエアでは各検出位置毎にベッドの検出を複数回実行します。 回数はその検出結果によって都度変わります。 |
|
| チェックポイント1 オートベッドレベリング開始時にプローブ(六角レンチ)の上の部分がZ軸のベルトにひっかかって下に落ちるのを確認してください。 ベルトが緩いと下に落ちない事があります。 ベルトの張りを調整してみてください。 プローブがうまく落ちない場合は手で落としてください。 |
|
プローブを下へ落とす動作の調整 プローブは最初上がっています。 オートベッドレベリングの開始時にプローブのレバー部分をZ軸のベルトに引っ掛けてプローブを下へ落とす動作をします。 この部分の動作に問題がある場合は下記の調整を実施願います。 ここからはファームウエアの一部修正作業となります。 「Pronterface」の「Disconnect」をクリックしてPronterfaceと3Dプリンターを切り離してください。 これからファームウエア書き換えを実施します。 ファームウエア書き換え手順は「動作テスト・調整マニュアル」のトップページに戻って「ファームウエア書き込み」をご参照願います。 Arduino開発環境で「Configurationh」を選択してください。 下記の記述はプローブを下へ落とす時の位置(X,Y,Zの座標)を設定しています。 うまく動作するよう微調整してください。 #define Z_PROBE_DEPLOY_START_LOCATION {20, 107, 30, 0} // X, Y, Z, E start location for z-probe deployment sequence #define Z_PROBE_DEPLOY_END_LOCATION {-10, 107, 30, 0} // X, Y, Z, E end location for z-probe deployment sequence |
|
| チェックポイント2 オートベッドレベリング終了時にプローブ(六角レンチ)が上方向に押されて上に引っ掛かるのを確認してください。 引っかからない場合は印刷の邪魔になりますので 「Pouse」をクリックしてバネの強さ等を調整してください。 |
|
上へ押し上げる動作の調整 プローブの押し上げ量が適切でないと下記のようになります。 ・押し上げ量が過大な場合・・・プローブがうまく引っかからない事があります。キックバネが外れてしまいます。 ・押し上げ量が過小な場合・・・プローブが引っかかる位置まで上がらないので引っかからずに降りてしまいます。 上記の現象が発生した場合はプローブの押し上げ量を調整してください。 下記の記述はプローブを上へ押し上げる時の位置(X,Y,Zの座標)を設定しています。 うまく動作するよう微調整してください。 #define Z_PROBE_RETRACT_START_LOCATION {-49, 100, 20, 0} // X, Y, Z, E start location for z-probe retract sequence #define Z_PROBE_RETRACT_END_LOCATION {-49, 100, 8, 0} // X, Y, Z, E end location for z-probe retract sequence |
|
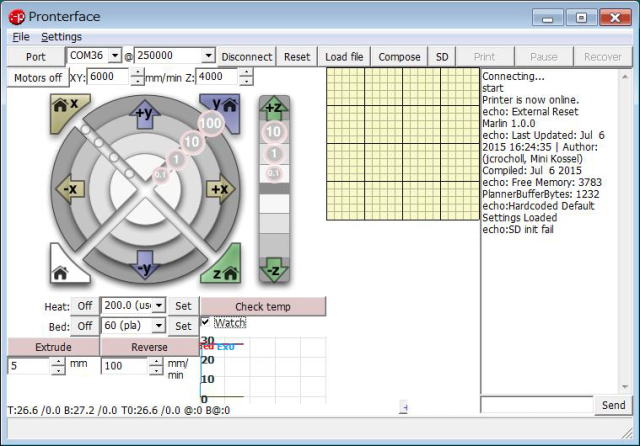 |
オートベッドレベリングが終了したらX、Y、Zの各軸の動きを確認してください。 「+X」・・・ノズルが右方向に動きます。 「-X」・・・ノズルが左方向に動きます。 動く距離の違いで0.1、1、10、100mmの4種類のボタンがあります。 可動範囲はプラスマイナス80mmです。 「+Y」・・・ノズルが奥の方向に動きます。 「-Y」・・・ノズルが手前の方向に動きます。 動く距離の違いで0.1、1、10、100mmの4種類のボタンがあります。 可動範囲はプラスマイナス80mmです。 「+Z」・・・ノズルが上方向に動きます。 「-Z」・・・ノズルが下方向に動きます。 動く距離の違いで0.1、1、10mmの3種類のボタンがあります。 可動範囲は0〜250mmです。 「mm/min」の数値を変えると動く速度が変わります。 下記の値を推奨します。 X,Y・・・6000mm/min(100mm/sec) Z・・・4000mm/min(67mm/sec |
プリントノズルの高さの調整 プリント開始時のノズルの高さを調整します。 この調整は必ず実施してください。 Pronterfaceの右下の「Send」に「G0 X0 Y0」を入力して「Send」をクリックしてください。 ノズルがX=0、Y軸=0の位置に動きます。 Z軸の「+10」」のボタンをクリックしてノズルを一旦10mm上へ移動してください。 Z軸の「-1」および「-0.1」のボタンをクリックして少しづつノズルを下方向に移動してください。 動かなくなったところがZ=0の印刷開始位置です。 印刷開始位置として望ましいのはノズル先端がベッドから0.3mm上の位置です。 個体差が有るので微調整が必要です。 ここからはファームウエアの一部修正作業となります。 「Pronterface」の「Disconnect」をクリックしてPronterfaceと3Dプリンターを切り離してください。 これからファームウエア書き換えを実施します。 ファームウエア書き換え手順は「動作テスト・調整マニュアル」のトップページに戻って「ファームウエア書き込み」をご参照願います。 Arduino開発環境で「Configuration.h」を選択してください。 下記の部分はノズルに対するプローブのオフセット量を定義しています。 プラス方向に変化させるとノズルが上に移動します。 // Z-Probe variables // Start and end location values are used to deploy/retract the probe (will move from start to end and back again) #define Z_PROBE_OFFSET {0, 27, -2.1, 0} // X, Y, Z, E distance between hotend nozzle and deployed bed leveling probe. 印刷開始時のノズルの高さが最適な高さになるよう-2.1の部分を微調整してください。 ノズル先端の最適な高さはベッドから0.3mm程上です。 例えば-1.1に設定するとノズルの印刷開始時の位置が1mm上に移動します。 設定値を変更後ファイルを保存してマイコンボードに書き込んでください。 書き込み完了後に再度「全Home」と「G29」を実行してノズルの位置を確認してください。 望ましい動きになるよう数値の微調整と動作確認を繰り返してください。 調整が済んだらこの作業は終了です。 ただし使っている内に狂ってきたら再度調整してください。 |
|
前のページへ戻る
次へ行く
動作テスト・調整マニュアルのトップページへ戻る